工装板作为线束行业主要作业工具,其作用是举足轻重的。本文主要说明使用Auto CAD制图软件对线束图纸进行1:1制图,在图面上绘制工装板治具的定位点、线束尺寸、走向,进行合理地分布,便于修改,并且保证整条线束走向的正确性及可以合理地分布在比对板上,能有效减少制作比对板的时间,提高制作板的速度,线束产品质量得以确保,从而保证线束设计的原始性及完整性。
下面简单带领大家认识小线束的1:1比对板的制作要领:

1:1小线束比对板原则上就是根据客户的图纸要求,转换公司内部图纸,为符合批量生产的需求所设计出来的图纸,将图纸结合基材制造出来,让生产线上的员工可以直观地了解熟悉操作要领。

1:1小线束比对板的制作方法,步骤如下:
(1) 挑选一种制作比对板的基材;一般常规使用木板,可依据产品寿命来挑选合适的基材。
(2) 使用Auto CAD制图软件对线束产品图纸进行1:1制图;除考虑定位点、线束尺寸、走向之外,还需要考虑图纸要求、人机工程、维修便利性等其他因素。
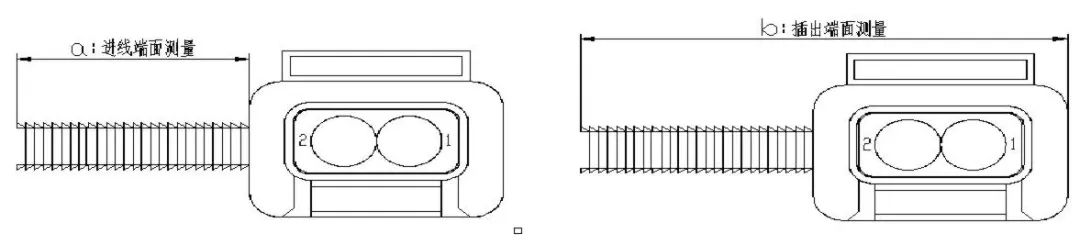
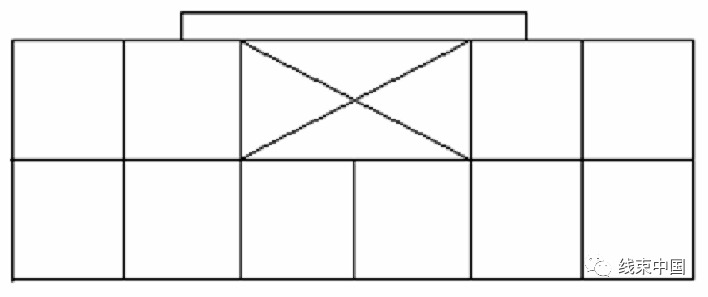
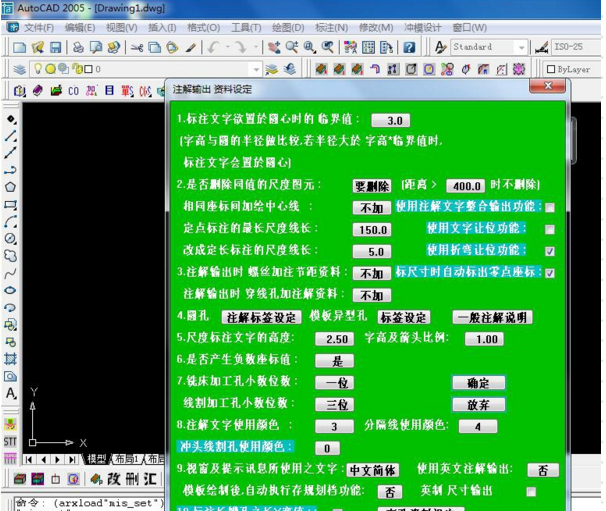
所述CAD制图步骤包括:设置工装板治具定位点、线束尺寸、线束走向及物料示意图和以及需要插线的实际孔位图示;打印机打印出来的 CAD图纸要求必须保证1:1的尺寸, CAD图纸上的线束颜色,不同线束电线颜色采用不同颜色图层进行区分和管理。电线长度力求准确之外,也需要注明电线的公差范围, 上图红框框选范围即为上下限的区域,方便员工在操作时快速识别出来。图纸颜色及要求力求清晰准确。

图纸在反复使用过程中,容易破损、褶皱,时间长了颜色及字迹容易不清晰,导致使用中容易出问题,此处建议将确认好的图纸进行过塑。在将过塑后的图纸贴在裁好的基板上。
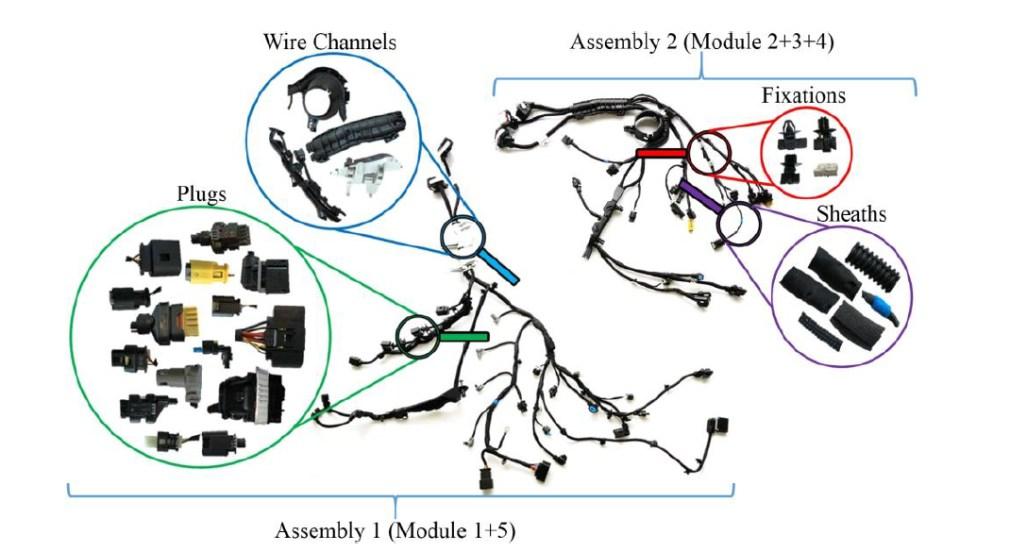
(3)提供相对应的治具,用来对小线束的走向进行引导或者固定;小线束相对比对板制作简单,治具建议具备以下功能:
至少一插连接器固定的一种胶木治具;
至少一固定线束时使用的固定治具;
在图纸上线束各个分叉分支端安装固定治具。线束装配图纸用同不同颜色区分多种线束图,来降低线束装配成本;图纸跟治具必须反覆的自我检查。
(4)样线验证:工装板制作完成之后需要产品质量验证,一般来讲会制作一至五条线束产品,由质量部门来主导,按照客户图纸来进行检查,与图纸不符合的问题都需要列在工装问题清单上,,生产部也可以提出便于操作的要求,结合以上几点来做比对板的优化,直至问题都解决了,才能算验证合格。样线的验证有生技、质量、生产部门共同来参与验证工作。
(5)制作1:1比对板的标准书:描述作业员在生产作业过程中的操作步骤,应遵守和该注意的事項。

总 结
员工在组装作业时都需要借助工装板, 来检查线束尺寸及外观的部分,比如连接器是否完好、端子到位锁止片是否锁止、缠带、PVC管的长度和颜色是否符合图纸要求等等。
1:1比对板由基板和安装于基板上的1:1 线束装配图、过塑膜及固定支具组成,造价的成本低,却能够大幅度地提高生产效率、确保产品质量。
工装板是线束组装作业的依据和基础,布线排版布局和图纸信息与生产效率及产品质量息息相关,可以说是一本直观且立体的作业标准书。
比对板是生产小线束最主要的载体, 小线束生产采用产品式布局,因此会尽可能将生产相关机器、工装及检测仪器依工序顺序安排,形成一字流水线的生产方式。工装板绘制和制作是个值得深入研究和探索的课题,虽然这次分享的案例相对比较简单,下次有机会再跟各位读者分享汽车线束工装板的绘制及制作,以上简单分享到这里,希望对读者有起到一定的帮助作用。