3、端子冷冲压连接时的重要控制参数
3.1 压接出头长度
端子压接出头长度对压接连接后端子的性能影响较为严重,在实际的应用中必须满足2点要求:

①压接出头可见,只有压接出头可见才能更有力地保证压接后端子的拉脱力、满足机械性能;
②压接出头不能延伸到端子的结合区和自锁区中,否则会影响端子和护套的装配性能,使端子不能正常装入护套内,同时也会影响公、母端子的理想接触,有时还会导致对接护套之间不能完全装配和锁死。压接出头长度数值由端子自身特点决定,不同规格的端子对出头长度的数值要求不同,不同生产厂商设计的端子对出头长度的要求也不同。兼顾端子的规格来确定端子的压接出头长度,小规格的端子配压小规格导线时压接出头长度短一些,大规格的端子配压大规格的导线时压接出头长度相对长一些。比如一些常规性端子由于生产商和用户不同,对压接出头长度的要求也不相同。
1)MOLEX要求压接出头长度为可见到一倍导线线芯外径数值,且最大不能延伸到结合区中。
2)DELPHI要求端子的压接出头长度最大为1mm。
3)YAZAKI要求端子的压接出头长度为0.1~1.0mm。
4)AMP要求端子的压接出头长度为0.5~1.0mm,部分较精密的端子为0.13~0.51mm。
5)KET要求端子的压接出头长度为0~2.0mm。
6)JST要求出头长度必须可见。
7)部分日资企业将压接出头长度数值规定在0.5~1.5mm。
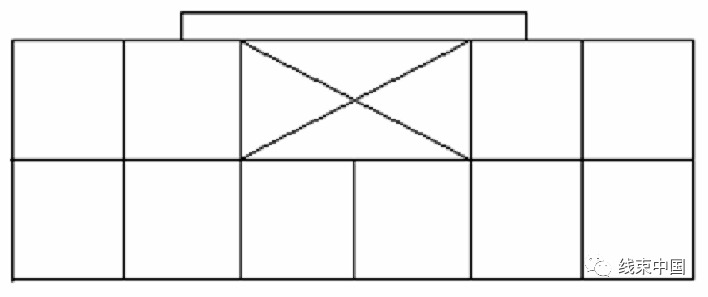
总的来说,上述数值只是一个常规性规范,对于一些特殊端子,还需根据端子的应用情况确定,比如长城精灵等车中发动机ECU对接的81PIN型号为368290~l护套内的928999—1端子,压接出头必须控制在0~0.5mm。当此数值超过0.5mm时,可能会出现自锁条插入困难:以及自锁条装入护套后, 相邻孔位中出现线芯连接的短路现象。如图4所示。

3.2 线芯、绝缘层可见程度
缓冲过渡区中的线芯和绝缘层位置是端子冷冲压连接过程品质中非常重要的因素之一,此区域中线芯和绝缘层必须是可见的。最佳的冷冲压连接要求,缓冲过渡区中线芯和绝缘层裸露长度相等,不过在实际的应用中很难做到这一点,但是要求两者必须同时可见。当此区域中线芯不可见时,说明导线绝缘层被压到线芯压接区中,导致压接后电性能降低;当此区域中的绝缘层不可见时,说明导线绝缘层没有被端子正确压着,导线线芯失去保护,使用过程中可能出现导线线芯被折断的现象,随之导致电性能下降,严重时会出现安全事故。以下举例来分析不同厂商和用户对常规端子参数的要求。部分日资企业将线芯和绝缘层在过渡区中的位置参数规定为:电线剥皮端口与端子绝缘压接区前端口的尺寸为0~1mm。
MOLEX、DELPHI、YAZAKI、AMP、KET、JST要求绝缘层和线芯压接区之间的导线绝缘层和导线线芯必须是可见的。
3.3 料带切断长度
端子在冷冲压连接时,端子绝缘压接区后端部距离料带切断点的长度,或端子前端部距离前料带切断点的长度,即料带切断长度。在冷冲压连接压接过程中,当端子从料带上剪切下来时,如果保留的尾料过长或过短则会导致3种不良后果:
①在端子插入护套后,过长的金属尾料会伸出至护套的后端部,较高的电压会引起连接器的相邻触点之间的电弧;
②如果端子前端部的尾料过长,会干涉端子和护套、端子和端子的接合;
③当端子前、后端料带切断长度保留较小甚至不可见时,可能会出现端子被切伤的问题,导致端子不能使用。如下不同的生产商对常规端子的料带切断长度作出了不同的要求。
1)DELPHI规定前切断料带必须可见,后端料带切断长度必须可见且最大0.5mm。
2)AMP对250和070端子规定为后端料带切断长度必须可见,最大为0.25mm。
3)YAZAKI将后端料带切断长度规定在0-0.3mm,最大不超过0.5mm。
4)KET规定前、后料带切断长度最大不超过
0.5mm。
5)MOLEX规定前、后端料带切断长度大约为1~1.5倍端子材料厚度。
总的来说,前后料带的切断长度必须可见,最大不能影响到端子的可装配性能,尾料带不能伸出护套尾部。
3.4 前、后保护口
在端子和导线连接的过程中,前、后保护口对导线线芯起到保护的作用,后保护口尤为重要。在冷冲压连接过程中,如果没有保护口或保护口过小时,压接后导线的线芯就会被端子切断或切伤,使压接后端子的机械性能和电性能降低,甚至会出现安全隐患;当保护口过大时,会使端子和导线的接触面积减小,机械性能不能保证的同时电性能也降低,一般情况下压接后端子和导线的接触面积必须大于导线的截面积。以下举例来分析不同厂商和用户对常规端子作出的不同要求。
1)DELPHI对最低限度作出规定,规定后保护口必须可见。
2)AMP对070和250端子要求:前保护口最大不超过0.25mm,后保护口0.3±0.13mm。
3)MOLEX规定前保护口可见,后保护口大约为2倍端子材料厚度值。
4)YAZAKI规定后保护口0.2~0.8mm。
5)KET规定前、后保护口0.3~0.8mm。
总的来说,冷冲压连接的最佳状态为:前后保护口都可见,不影响压接后的机械性能和电性能。
3.5 端子的形变
端子在压接后一般情况下都有不同程度的形变,端子的形变可能会导致的不良后果为:
①端子不能装入护套;
②端子被损坏;
③公、母端子对接不到位;
④端子对接后局部接触,接触电阻过中,影响导电性能,有时会出现局部过热导致的车辆自燃等安全事故。
端子变形一般分为弯曲变形和扭曲变形,在实际应用中不同厂商和用户对此参数的要求也不同。
1)AMP规定插头可上弯1°,插座可下弯3°。
2)YAZAKI规定上弯曲最大3°,下弯曲最大1°,扭转最大1°。
3)KET规定上下最大弯曲不超过30~6°,左右折弯最大不超过3~6°,最大扭转度不超过3~6°。
3.6 端子压接高度、宽度和拉脱力
端子冷冲压连接的高度和宽度是一个确定值,当端子设计成型后,端子的压接高度和压接宽度就已经确定,但由于不同设计制造商设计端子时参照的导线标准不同,其压接高度数值有所差异。如173631-1端子在使用日标0.5mm²的导线和使用美标AWG20导线时压接高度数值不同,所以在实际的应用中压接的高度还需要根据实际使用导线规格来确定。端子的压接宽度和高度在端子的冷冲压连接过程中是一个非常重要的参数,当压接高度过高时,端子线芯压接区中导线形变不到位,端子和导线的接触电阻高,电性能低,端子压接后的机械强度不够,拉脱力不能保证。当端子压接高度过低时,线芯压接区中的导线形变严重,导致压接后压接区内的导线截面积大幅度减少,导线载流能力减弱,端子和导线接触电阻增大,电性能降低。同时由于大的压缩比导致导线截面减小后端子压接连接处的机械强度不够,拉脱力降低,严重时会出现导线线芯被切断等现象。压接对机械性能和电性能的影响如图5所示。

在实际操作过程中,控制端子压接性能时最实用的方法就是使用拉脱力测试其机械强度,因为拉脱力标准测试值是通过剖面实验、电性能、机械强度等测试后,综合衡量得出的一种简便有效控制方法。从图5中可以看出,机械强度曲线的曲率变化最大。
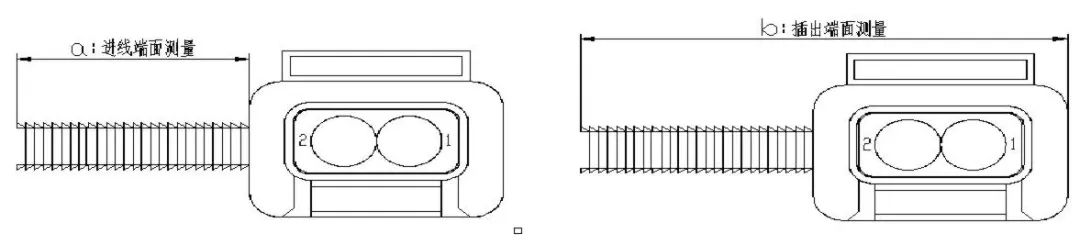
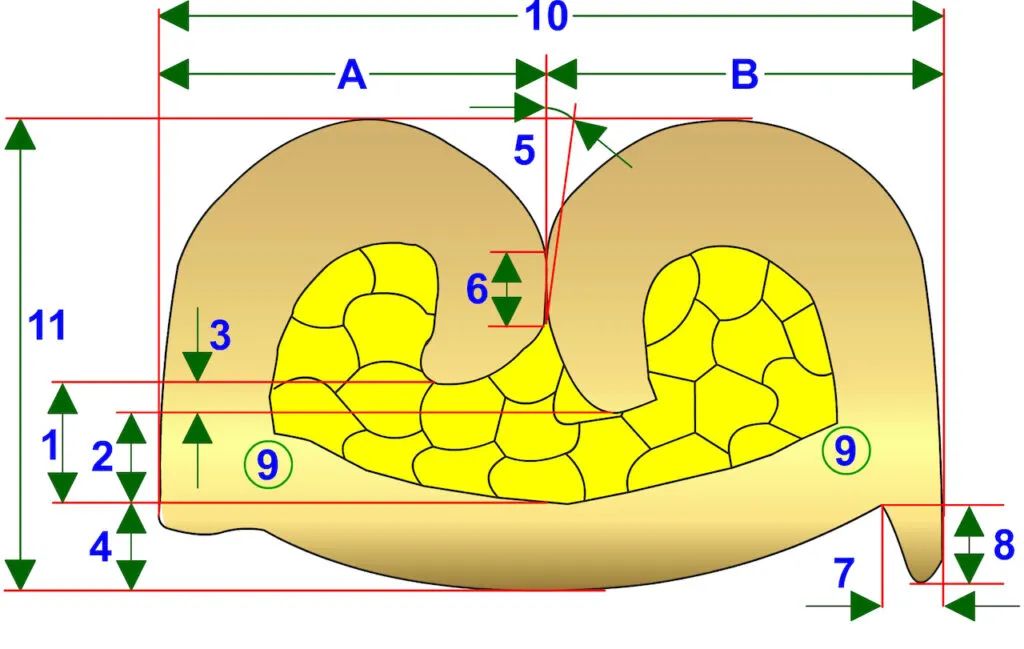
3.61 压接高度和宽度的测量点
压接高度和宽度的测量区域一般选择线芯和绝缘压接区的中间位置上,如图6所示。

压接宽度的测量在目前还有异议,有人认为压接宽度测量时不能测量其总宽度,应该测量压接处两圆弧和倾斜面的切点之间的距离,如图7所示,不过这种测量方法不太理想,测量难度大,很难找准测量点。还有人认为压接宽度的测量点在两侧面的中点上,如图7所示,此测量方法也不理想,两侧面是由曲面和斜面组成,很难找到中点,测量难度大,测出的数值不稳定,测量误差过大,这2种测量方法不建议采用。
3.62 测量工具的使用
对压接高度进行测量时使用一端为锥体的千分尺,测量压接宽度时适用两端面都是平面的千分尺进行测量,如图8所示。压接高度测量时测量无肋条部位,不能使用两端平面的千分尺测量压接高度,因为测量的数值不是真实值。


4、端子的压接类型
本章描述端子尾部和导线绝缘层处的压接形状。
4.1 F形压接
在F形压接中,冷冲压连接后,端子绝缘压接区中不允许出现端子刺伤导线线芯的情况,单线F形压接如图9a所示,双线F形压接如图9b所示。吃压接类型的应用较多,国产车线束中使用的护套内端子很大一部分都使用了此压接类型,如广州丰田、一汽等生产的车内线束中都有使用。

4.2 WRAP形压接
端子冷冲压连接后,不允许出现端子刺伤导线绝缘层的情况,压接后绝缘压接区中两外侧面必须处于一对平行的平面内,单线WRAP形压接如图10a所示,双线WRAP形压接如图10b所示。此压接类型在中华骏捷的仪表板线束中与仪表显示及组合开关对接的护套内端子进行了使用,长城精灵、哈弗M1、炫丽及比亚迪F3、F3DM混合动力的发动机线束与ECU对接护套内的小端子也采用了此压接类型。

4.3 O形压接
冷冲压连接后,端子绝缘压接区中不允许出现端子刺伤导线绝缘层的情况,压接后绝缘压接区的端子封闭口对正接触或分开,单线O形压接如图11a所示,双线O形压接如图11b所示。此压接类型在中华骏捷仪表板线束中与ECM对接的端子座进行了使用。

4.4 L形压接
此压接方式使用在旗形端子的压接中,通常很少使用,图12为L形单、双线压接示意。此压接类型在中华骏捷控制台线束中与手制动开关对接的端子座进行了使用。
4.5 重叠式压接
冷冲压连接后,端子绝缘压接区中不允许出现端子刺伤导线绝缘层的情况,端子压接后绝缘处端子封闭口一侧重叠在一起,使用此类型压接时,端子和导线绝缘处的接触面最大,如图13所示。此压接类型在国产车中华尊驰、骏捷及长安悦翔等安全气囊线束中与气体发生器和时针弹簧等对接的护套内的端子上应用。
4.6 非标准特殊尾部压接
通常带有二次尾部自锁的护套,所配备的端子在应用时端子尾部必须做特殊压接处理,常用的有高尾部、宽尾部压接,即绝缘压接区的压接高度或宽度需在一个数值段内才能满足自锁要求,否则尾部二次自锁可能会失效,导致品质降低,隐患增多。端子的尾部压接形状由护套本身决定,一般情况下,非标准特殊尾部压接有以下3种压接类型。
4.6.1 欧美式高尾部压接
当端子和护套正确装配时,端子线芯和绝缘处压接闭合口的方向在护套同一侧时,必须使用此压接类型,如图14所示,否则不能满足自锁特性。此压接类型的优点是端子在护套中的稳定性好,不会出现退位和旋转等现象,缺点为绝缘压接区中端子和导线的接触面小,绝缘压接区中的导线固定性能不好。此压接类型在中华骏捷仪表线束与发动机舱线束对接护套内的端子,及与防盗器、电动后视镜开关、安全带开关、牌照灯、后组合灯对接护套内的端子进行了应用。

4.6.2 亚式高尾部压接
当端子和护套正确装配时,端子线芯和绝缘处压接闭合口的方向在护套两侧时,优先采用此压接类型,如图15所示,因为此压接类型更能保证端子和导线的最大接触面积。不足之处为,当端子和护套配合精度不高时,端子和护套装配后出现端子有一定范围的旋转,影响了端子和对接端子的可装配性。此压接类型在中华骏捷仪表线束中与刮水、洗涤、喇叭开关对接的护套内的端子进行了使用;长城炫丽的左前门线束上与玻璃升降器开关对接护套内端子,及长城精灵的机舱线束与仪表板线束以及同地板线束对接的护套内的端子也使用了此压接类型。

4.63 宽尾部压接
此种压接方式适合规格为6.3以上的端子,且应用较少,在一些电源插件的护套内有时能用到,如图16所示。此压接类型在长城精灵的机舱线束与中央配电盒对接的电源插座护套内的端子以及机舱线束中2号配电盒中的继电器端子进行了使用。

5 总结
本文通过对端子各功能部位、各功能区域的阐述,并对端子冷冲压连接时的一些重要参数(压接高度和宽度、压接出头长度、料带切断长度、前后保护口要求、缓冲过渡区中线芯和绝缘层位置、端子形变)以及对6种压接类型作出详细的解析,以供同行参考,期望同行的指正。