压接是线束加工的灵魂。小编在这里引用了线束行业的经典压接标准USCAR21第四版(2020版本),希望可以帮大家解答疑难。
本过程详细描述了对压接连接保持能力的测量方法。拔出力试验不用于确定压接应用的整体性能。仅用来作为机械压接方面的性能评估。他将用来确定压接在操作过程的机械极限。在线束安装过程与汽车组装过程中,可能需要更多的保护以确保支路不被损坏。
2.打开压接翼的工具,或者其他可以打开绝缘层压接翼并不损坏导线芯线的合适的方法。(注:可以在芯线压接的同时采用不压接绝缘方式来避免打开塑线压接翼的步骤)
3.力测试仪( 拉力机)
4.剥头机、尖嘴钳和 或斜口钳
2.拉拔力测试需要预先拉紧导线(如,为防止拉拔力测试之前出现不正确的猛拉现象,需测试前将导线拉紧)。
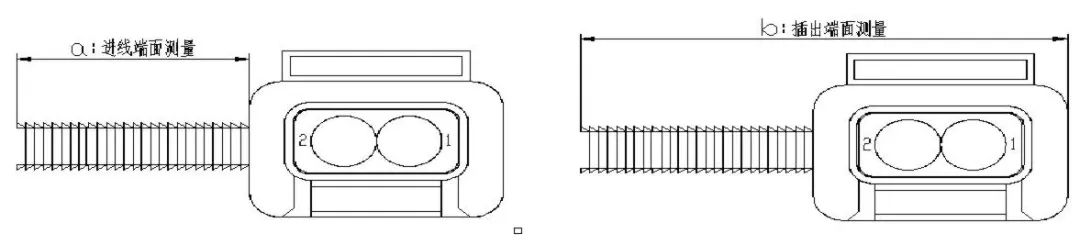
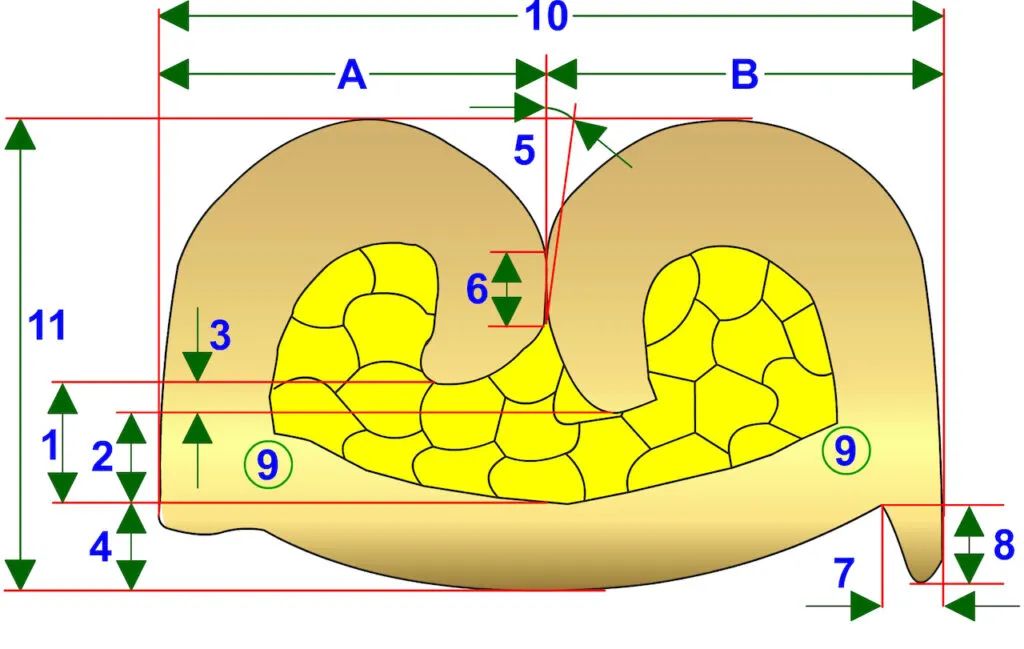
3.用千分尺记录下每个样品的芯线压接高度和宽度。
4.如果绝缘层压接翼没有打开,用去压接器获取其他合适的工具将其打开以确保拉力仅反映芯线压接连接性能。
5.目视判别压接翼打开的区域以确保芯线无损坏。如有损坏不得使用。
6.测量和记录每个样品的拉力,以牛顿为单位。
7.轴向运动速率在50~250mm/min(建议100mm/min)。
8.对于2线并压、3线并压或多线并压,并导体均在1 mm²以下的。拉最小的导线。(如0.35/0.50并压,拉0.35 mm²导线)
对于2线并压、3线并压或多线并压,并导体含大于1mm²的,需要拉最小截面一根和最大截面一根拉力。
- 如对于0.50/1.0并压,两根都要分别测试;
- 对0.5/1.0/2.0三并压,拉0.5mm²和2.0mm²导线;
- 对0.5/0.5/2.0三并压,拉0.5mm²和2.0mm²导线。
注:在此情况下,每档电线尺寸测试需要20个样品。每个拉力值的测试都需要使用新的样品。
9. 使用下列公式计算平均值和标准差(使用EXCEL或其他合适的电子表格计算步骤获得的拉力结果的平均值和标准差),报告上体现每个压接高度的最小值、最大值、平均值(`X)、标准差(s)和平均值减3倍标准差( `X -3s)。
公式A与B ——拉拔力判别标准平均值与标准差
10. 报告要记录下所有目视检查的结果。
注:拉力值作为压接质量的标志。当因为导线拉拔力的原因(与压接无关)造成拉力达不到表中所列标准,需要通过工程更改提高导线来解决。
表A和表B-拔出力要求(毫米和量规尺寸)
- ISO标准尺寸基于 ISO 19642 第四部分,SAE 基于SAE J1127 和 J1128。
- 对于需要特殊处理与控制的0.13mm2 (26 AWG)或者更小的电线尺寸,不包含在本标准中。
-
对于> 10mm2 要求的是最小值能达到。不需完全拉断,也不需算出(`X -3s)的值。