1.0 适用范围及解释
1.1 适用于本公司汽车线束双壁热缩管系列产品。
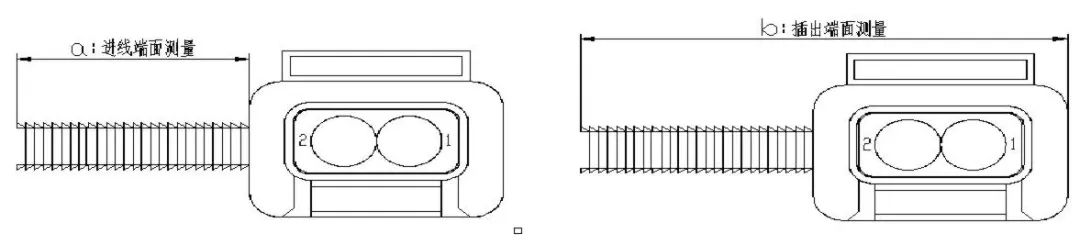
1.2 应用于汽车线束中,端子接线、线接线及防水末端接线处,热缩管的规格尺寸与被包覆处最小及最大尺寸的参考对应。
2.0 使用及选型
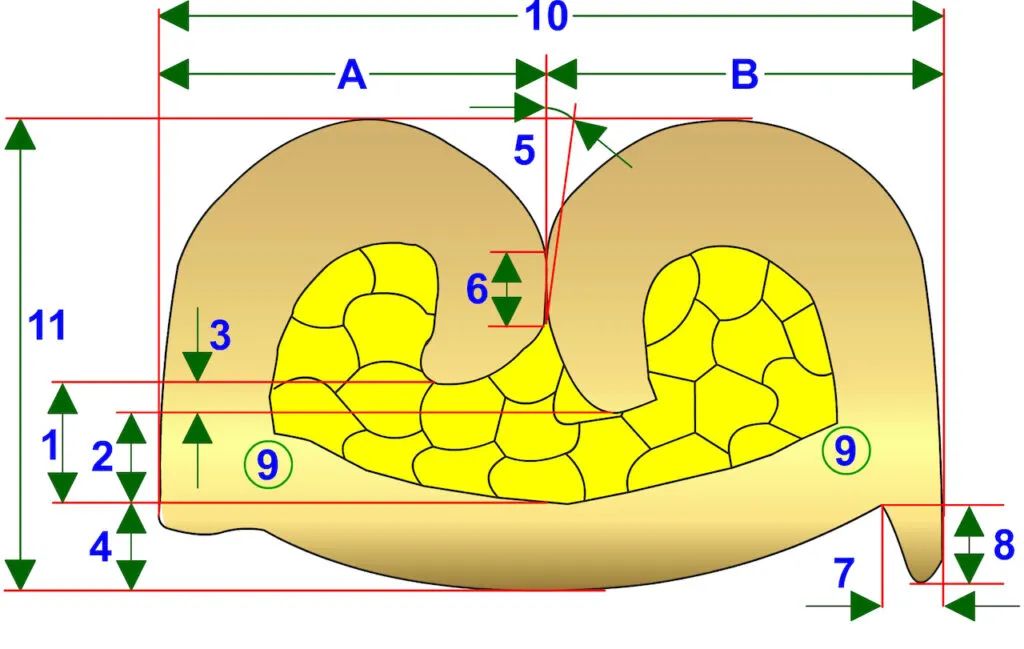
2.1 用于端子接线处图示

2.2 用于线接线处图示

2.3 使用及选型说明
2.3.1 根据端子被包覆处最小及最大周长(压接后的)范围,线缆的线径及根数最小最少及最大最多适用范围,选择合适的热缩管规格尺寸,详见以下表1。
2.3.2 注意,由于各处使用环境、方式不同,表1 中的推荐的对应关系及范围,仅供参考;还需根据实际使用及验证,确定合适的对应,并形成数据库积累。
2.3.3 表1 对应关系中,“应用线径实例”给出的都是某一相同线径的多根线时,能够适用的最小或最大线径。但实际应用时,线束接点中的某一端,存在多根线不同线径的情况。此时可对比表1 中“线径加和”列,实际线径加和数值应在其最小最大线径加和数值范围内,再验证是否适用。
2.3.4 端子接线或线接线,需要考虑对应的热缩管适用周长或线径范围,应同时能够被包覆物的最小及最大尺寸(周长或线径)。否则应优先试着改用其他规格热缩管,看是否能够满足使用要求;其次,设计改变接线方式,使能够同时满足;再者,在无法满足最大值的一端加装胶片或胶粒,最小值的一端加装热缩管;最后,定制合适的热缩管产品或其他放水密封解决方案。
2.3.5 热缩管长度应根据实际应用的保护长度确定。根据线径大小不同,通常用于端子接线处的热缩管长25mm~50mm,用于线接线处的热缩管长40~70mm。建议热缩管保护线缆绝缘皮的长度10mm~30mm,根据不同的规格尺寸选择,详见下表1。保护长度越长,防水密封效果越好。
2.3.6 通常,在端子压接前或线与线压接/焊接前,先将热缩管套在电线上,防水末端接线方式除外(既全部线在一端,另外一端没有出线或者接线端子的接线方式)。压接好后,使用热缩机、热风枪,或其他特定加热方式,进行加热收缩,使热缩管收缩并固定在设计的保护位置处。
2.3.7 热缩后,按照设计或作业要求,首选通过外观检查,确认作业质量是否良好。例如检查整体外观是否有鼓包、外观不匀称(可能是未热缩好)、保护不对称(位置窜动了)、表面损伤等异常,注意跳线导致的支起、刺破情况;检查两端是否包覆紧实,线端溢胶及密封是否良好(通常溢2~5mm);端子处密封防护是否良好,溢胶是否超过设计要求的限位,否则可能影响装配。等等。
2.3.8 有必要或要求时,需抽样进行防水密封检查(专用检查装置)。
2.3.9 特别提示,金属材质的接线端子,受热时导热快,相对绝缘皮的导线吸收热量大(相同条件及
时间内吸热多),传导热量快(热损失),加热收缩收缩作业消耗的热量理论上相对大些。
2.3.10 线径较大或线缆数量较多的应用,热缩管本身的热熔胶不足以填充线缆间的空隙时,建议配装
胶粒(环状)或是胶片(片状)来增加导线之间的胶量,以保证防水密封效果。建议热缩管规
格≥14,线径大且线缆数量多(≥2 根)时使用,如图9、10、11 所示。例如,18.3 规格热缩管,
8.0mm 线径,2 根线,需要加胶片或胶粒;5.0mm 线径,3 根线,需要加胶片或胶粒。

2.4 端子、线径尺寸对应热缩管规格尺寸的选型表(单位mm)
表1:选型表


3.0 汽车线束用热缩管的热缩及热缩机
3.1 履带式连续作业热缩机
常见的有TE(泰科电子)的M16B、M17、M19 系列热缩机,上海如冈自动化的TH801、TH802 系列热缩机,河南天海自制热缩机,如图12、13 所示。

3.2 吞吐式热缩机
常见的有TE(泰科电子)的RBK-ILS Processor MKIII 热缩机,上海如冈自动化的TH8001-plus 数字联网式端子线热缩机、TH80-OLE 系列在线热缩机等,如图14、15、16 所示。


3.3 热缩作业说明
3.3.1 以上几种热缩机,都是热缩设备对要热缩的装配工件输出一定热量,使装配件上的热缩管达到足够温升后,热缩管收缩,热熔胶熔化,起到包紧、密封放水作用。
3.3.2 再具体的,热缩过程,其实是装配件上的热缩管,在热缩机的加热条件下,热缩管达到热缩温度,热缩管收缩,热熔胶达到熔融流动温度,热熔胶流动填缝,并粘黏被包覆工件,从而做成质量合格的防水密封或绝缘防护装配组件。
3.3.3 不同形式的热缩机,具有不用的加热能力,既单位时间内输出到装配工件上的热量,或者叫热输出效率,不一样。有的快多、有的慢少,热缩作业的时间就会有长短区别(履带机通过速度调整加热时间长短),需要设定的设备温度就会有高低区别。
3.3.4 甚至,即使是同一型号的热缩机,由于设备的加热工件输出值、设备新旧等差异,也会有不一样的热输出效率。
3.3.5 以上几种热缩机的设定温度一般在500℃~600℃,再配以合适的加热时间(履带机通过速度调整加热时间长短),进行热缩作业。
3.3.6 但热缩设备设定温度,并不代表被热缩装配件的实际受热后达到的温度。也就是说,热缩管及其装配工件,不需要达到热缩机设定的好几百度,一般需要达到90℃~150℃的温升温度后,就能够热缩并起到放水密封作用。
3.3.7 要根据热缩管的大小、材质软硬、被包覆物体积大小及吸热特性、工装夹具的体积及吸热特性、环境温度高低,选择合适的工艺条件进行热缩作业。
3.3.8 通常可以使用测温计,放入工艺条件下的热缩设备腔体或隧道中,即时观察测温计升高到的最高温度,作为热缩设备当时的热量输出能力标定。(注意,同样热缩工艺条件下,测温计的受热升高温度,与热缩装配工件的受热升高温度,由于体积、受热后温升效率的不同,会有差异,所以测温计的测量温升温度只作为工艺条件的参考标定,并不代表热缩装配件将会达到的温升温度)
3.3.9 测温计图片如图18、19 所示,一般需要特定感温探针。