如何进行端子压接尺寸计算?本文为翻译版本,详解端子压接尺寸的计算方法。
1. 剥皮
在压接之前,所有电线必须剥皮到正确的长度。当压接好的端子在“辫刷(Brush)”和“线可视区域(wire witness)”中显示裸线时,就得到了正确的剥皮长度,如下图所示:

图:导线剥皮长度示意图
剥皮时必须小心,以获取一个良好的剥皮效果。下面我们也给出了四的坏的剥皮示例和一条好剥皮的例子。什么是好的剥皮效果,什么是差点剥皮效果?

图:导线剥皮效果图
2. 计算压接高度
第一步是计算导线导体的整体CSA,以及端子导线压接套筒的截面积。
为了确定导线导体的CSA,识别其结构,可以直接查找电线产品说明书的相关参数。
或者,如果导体的结构是非标准结构,则使用下面的公式:
CSA(mm2)=[股丝的直径(mm)]2*股丝数*0.7854
为了确定电线压接套筒的CSA,首先把电线压接套筒铺平至水平形状,并测量这个扁平的长度(mm)。用材料的厚度乘以这个长度来得到截面积。见下面图解。

确保这两个数字是以mm2为单位, 并将它们相加得到一个整体的CSA。如果不止一根电线被压进端子,则需要将此电线的CSA添加到总的计算的CSA中。
使用下面的表格,根据你算出的值查找最接近的总CSA数值。交叉参照来决定需要的标准压接宽度(W)mm以及它的标准模具代码(STC)。这决定了压接模具的宽度,模具的宽度对获取一个良好的压接是必要的。
3. 计算压接高度
表C,原CSA,压接宽度和压接高度
 标准模具压接尺寸,基于压接高度与宽度比为65%,压缩比为85%
标准模具压接尺寸,基于压接高度与宽度比为65%,压缩比为85%
一旦确定了压接宽度(W),将原始总CSA除以W以获得压接高度(H)。这个数字的公差为±3%。最后确保计算的压接高度(H)在压接宽度(W)的50%-80%之间。见下图:

下面是一个栗子:
两根绞过的电线需要被压接在一个标准的‘F’型压接端子中。一根电线(电线1)的股丝结构为30/0.25,用于承载系统电流,而第二根(电线2)的结构为1/0.60,用于承载霓虹灯电流。
电线1的CSA(根据表A)=1.473mm2(0.25*0.25*30*0.7854)
电线2的CSA(根据表A)=0.283mm2(0.6*0.6*1*0.7854)
导线压接套筒的扁平长度=7.5mm,材料厚度=0.3mm
端子的导线压接套筒的CSA 7.5×0.3=2.25mm2
总的原始CSA 1.473+0.283+2.25=4.006mm2
从表C中查找最近的总的原始CSA,表C给出了3.902mm2
这也给出了2.45mm的标准压接宽度(W)
将总的原始CSA除以标准压接宽度(W)以确定压接高度(H):4.006/2.45=1.63mm±3%.
这给出了的标准压接高度(H)为1.58-1.68mm
检查极限公差时的高宽比在50~80之间?
1.58/2.45=64% 1.68/2.45=68%(看,是符合的,哈哈)
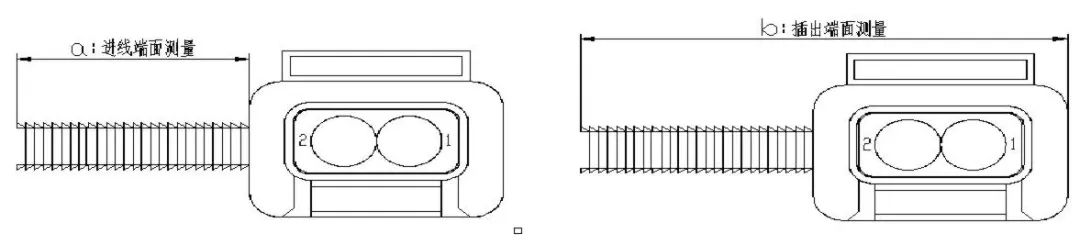
最后的导线套筒压接应如下所示:

4. 压接检查
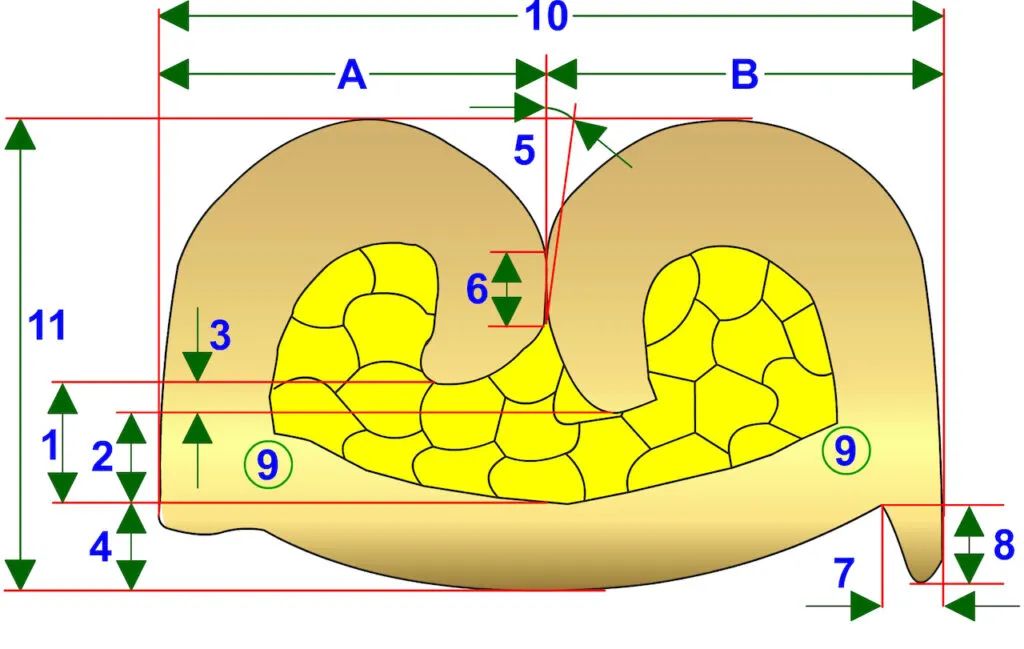
压接的质量应进行目视检查,以确保良好的压接连接。此外,除了检查压接宽度和高度,其他功能应根据如下的细节来检查。
此外,在开发压接过程和设置时,应获取电线的压接套桶与绝缘层的压接套筒横截面,以确保在目视上符合下面的检验标准。安全标准要求绝缘压接要与和导体压接一样好。

图:压接检查表
转自:线束SJ